黒皮取・錆発生装置


![]()
![]()
さび発生が、他のいかなる手段よりも早く、安定しており、工期短縮に貢献します。
“μメーカー P” は、電解反応と 電解液“シュンパツ45” との相乗効果により、さび発生をおこないます。

さび発生のメカニズム
- 処理材(鉄鋼)の最表面のごく一部を電解反応によって安全、迅速に溶かす。
- 電解の瞬間に発生する活性な酸素が、溶けた鉄イオンを直ちにさびに転化。
- さびの生成後は、電解液中に配合した抑制剤の作用で、さびの過大な進行を抑える。処理した鉄の表面には食い込んだ状態で、しかも安定したさびが生成する。
※電解液は販売となります。
- 塗布型さび発生剤に比べ密着性が良く、ムラなく発生させることが可能です。
時間経過に進行をまかせる塗布法では、冬季の低温時に長時間を必要とするほか、液垂れにより、部位によってさびの発生状況が違うという欠点がありますが、電解反応によるさび発生では、条件に左右されない品質が得られます。 - 時間と共に進行する塗布型に比べ、過大なさび進行がありません。
- 発生したさびは、長期間大気中に暴露した状態に近いもので、μの値も格段に高くなります。
(μ・・・常温時のすべり係数)
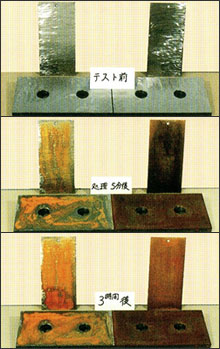
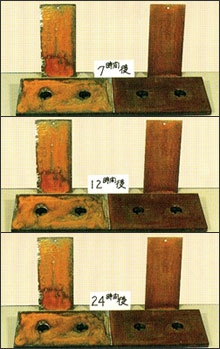
【写真】さび発生の経年変化
![]()
![]()
![]()
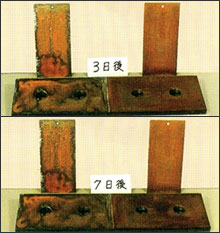
塗布型さび発生剤の場合は、経時的にさびの状態、色調が変化しながら安定化するため、薬液の塗布ムラが即さびの発生ムラになることが写真からも認められます。
- 従来法におけるスプレーによる薬液の飛散もなく安全です。
- さび出し用電解液は有害物質を含まず、毒劇物にも該当しない普通品扱いです。
- 塗布型さび発生剤に比べ、使用する電解液量が少なくて済むので経済的です。
- ブラストに代わる、簡単確実な作業方法。
ブラスト設備の保有がなくても、機械を採用することで、サンダー掛け作業を省き、電極モップで軽く撫でる簡単な作業方法で、確実に効果を得られます。
- サンダー掛け時の粉塵による作業環境問題の解消。
- 黒皮取り用電解液も普通品扱い。
仕様表
| 商品コード | 296005 |
|---|---|
| 商品名 | 黒皮取・錆発生装置 |
| メーカー | ケミカル山本 |
| 型式 | NEOμメーカーP |
| 電源 | 100V |
| 外形寸法:幅×高×奥行 (mm) | 235×170×325 |
| 重量 (kg) | 9.8 |
販売品
| 商品コード | 商品名 | 用途 |
|---|---|---|
| ― | シュンパツ45 | 高力ボルト・接合面用・さび発生 |